 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Novinky - Dongying Haorun Chemical Co.,Ltd.")
Zavolajte nám
+86-13906474940
Napíšte nám
sales@tenachtyre.com

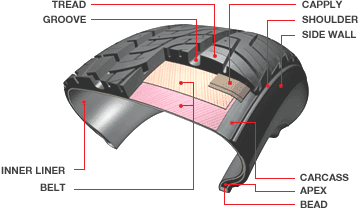
Bežné chyby kvality a ich príčiny v procese výroby pneumatík (1)
Bežné chyby kvality a príčiny lisovania behúňa
1. Príčiny drsnosti povrchu sú: nízka teplota tepelnej rafinácie a nerovnomerná tepelná rafinácia; Teplota vytláčania je príliš nízka; Spaľovanie gumy; Rýchlosť lisovania je príliš vysoká a rýchlosť spojovacieho zariadenia jej nezodpovedá.
2. Príčiny vzniku vzduchových otvorov vo vnútri behúňa sú: vysoká vlhkosť alebo prchavé látky v surovinách; Nesprávny proces tepelnej rafinácie so strhávaním vzduchu; Teplota vytláčania je príliš vysoká; Rýchlosť lisovania je príliš vysoká a zásoba lepidla je nedostatočná.
3. Dôvodom, prečo veľkosť a hmotnosť nášľapnej časti nespĺňa požiadavky, je nesprávna inštalácia vytláčacej dosky; Deformácia ústnej dosky; Nesprávna kontrola teploty tepelnej rafinácie a teploty vytláčania; Nerovnomerná rýchlosť lisovania alebo nesprávna koordinácia spojovacieho zariadenia; Nedostatočné chladenie po vytlačení; Nedostatočná tepelná rafinácia.
4. Dôvody pripaľovania sú: nesprávna konštrukcia gumového zloženia a slabý výkon pri pripaľovaní; Vysoké teploty tepelnej rafinácie a extrúzie; V hlave stroja je nahromadené lepidlo, mŕtve rohy alebo zablokovanie chladiacej vody; Prívod lepidla je prerušený a prázdne auto je prilepené materiálmi.
5. Príčiny lámania hrán sú: nedostatočná tepelná rafinácia a nízka plasticita gumového materiálu; Spaľovanie gumy; Malé alebo zablokované ústie sírovej gumy na okraji profilu behúňa; Nízka teplota hlavy stroja a ústnej dosky
Predchádzajúce:Inteligentná technológia na ochranu pneumatík
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov
Novinky
 A čo špecifikácia pneumatík pre nákladné vozidlá?2021/05/20
A čo špecifikácia pneumatík pre nákladné vozidlá?2021/05/20Či už ide o nákladné vozidlo, nákladné auto alebo osobné auto, veľkosť pneumatiky je rovnaká, v milimetroch ako percento šírky prierezu a plochého pomeru. Pripojte: kód typu pneumatiky, priemer ráfika (v.), Index nosnosti (prípustný kód kvality nákladu), prípustný rýchlostný kód.
 Aký je tlak v pneumatikách nakladačov 30 a 50?2021/05/20
Aký je tlak v pneumatikách nakladačov 30 a 50?2021/05/20Tlak v pneumatikách 30 a 50 nakladačov je 0,32 - 0,34 MPa, respektíve 0,28 - 0,30 MPa.